产品特点:
透气钢是一种新型多孔金属材料,具有 高强、高韧、耐腐蚀和可透气等优点。在模具上使用能 迅速将模腔内空气和塑料挥发气体的排除,消除因排气不良造
成的缺陷,诸如:烧焦、流痕、缺料、飞边等。
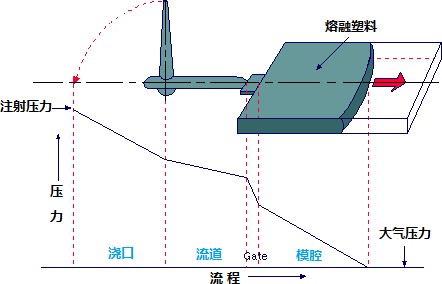
透气钢还具有以下经济效应:降低注射压力,减少成型和保压时间,降低单位能耗和延长模具寿命;
1、 降低内应力,防止产品的变形和曲翘,减少后续去应力工序。
2、快速成型,提高生产效率,降低废品率。
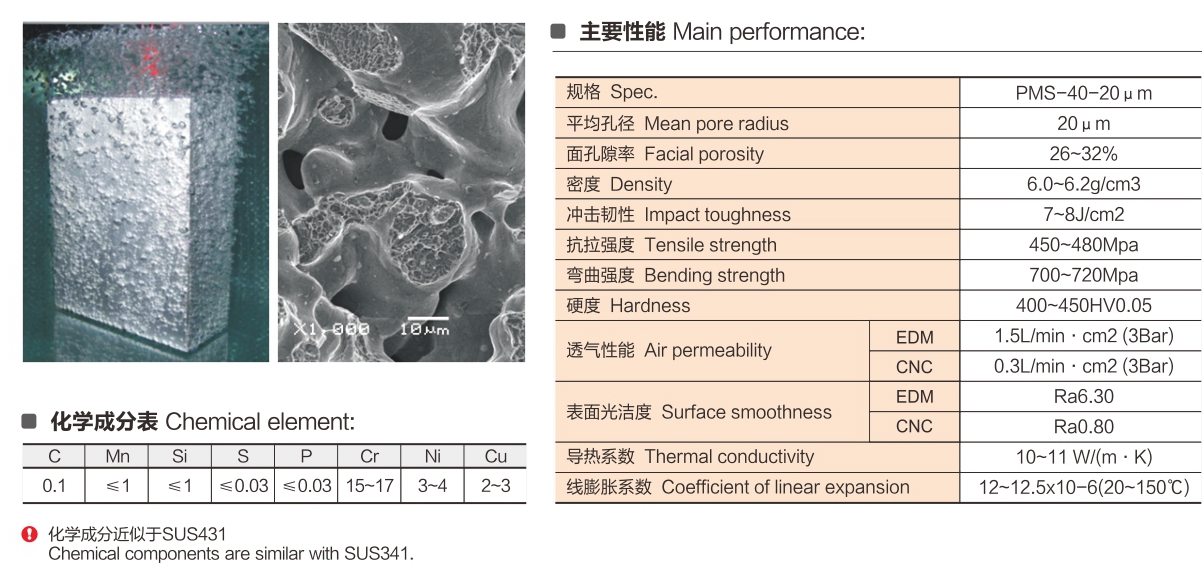
产品性能:
透气钢的应用:
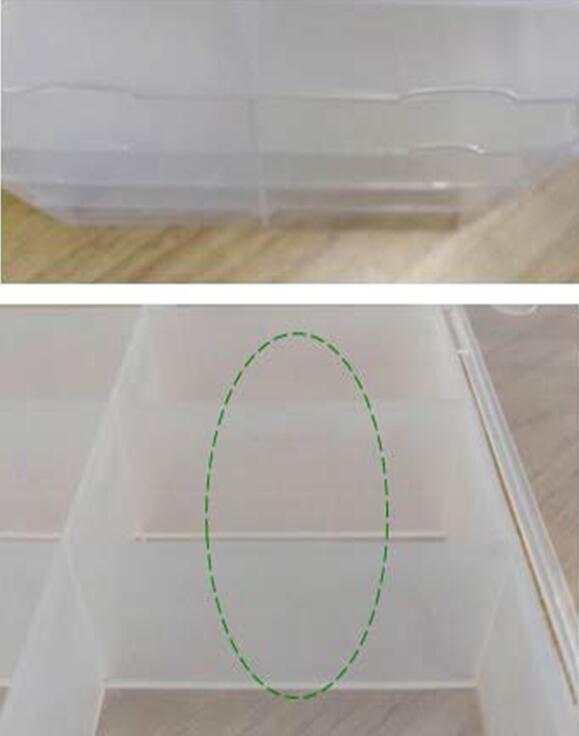 上图未使用透气钢时候,模具困气导致产品边缘变形扭曲,下图使用透气钢后,模具透气良好,产品边缘光滑平整。
上图未使用透气钢时候,模具困气导致产品边缘变形扭曲,下图使用透气钢后,模具透气良好,产品边缘光滑平整。
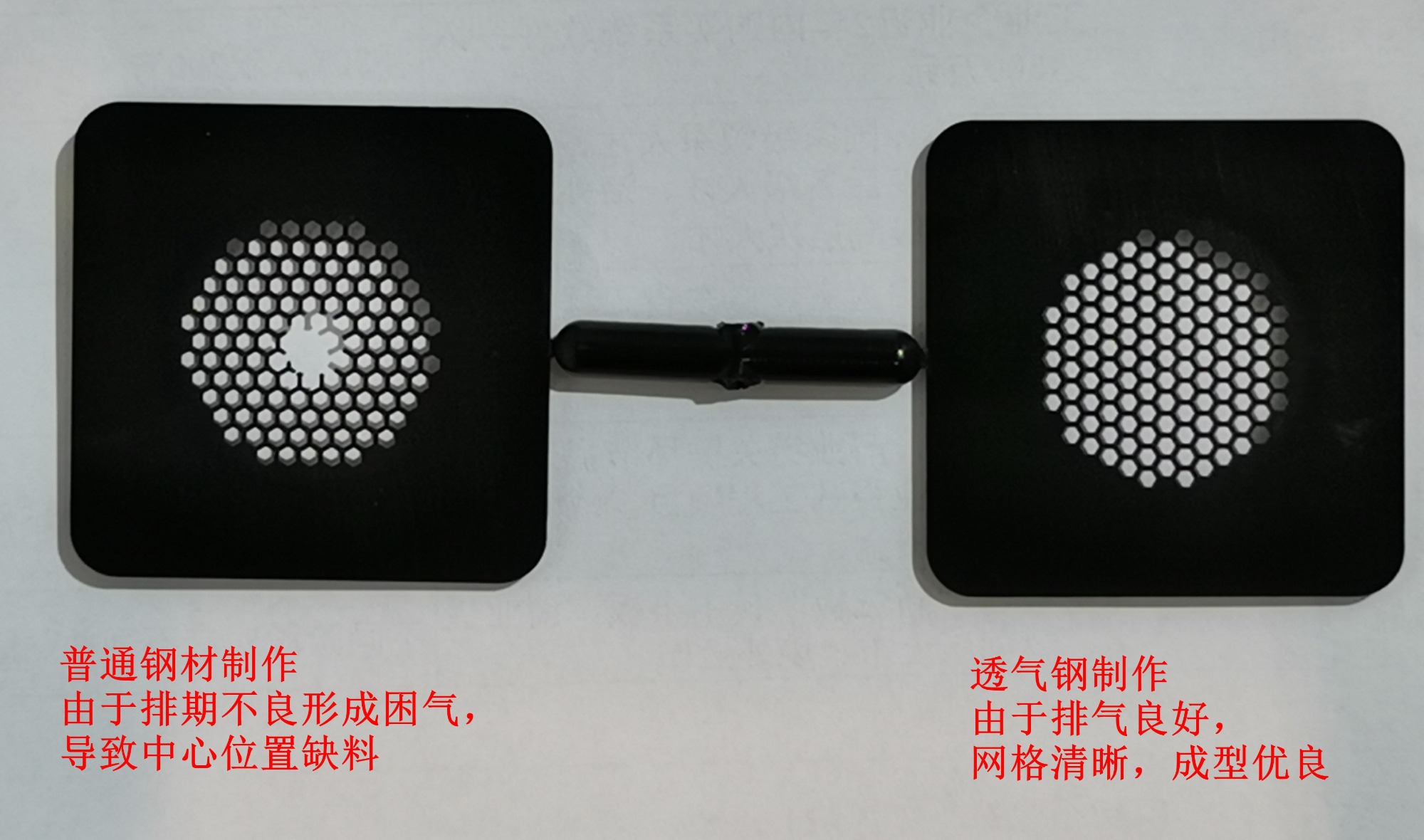 在汽车喇叭之类的模具中,由于小孔密集,如果排气不畅就会出现左图那样的树脂流动不到位导致缺料,右图是采用了透气钢以后的产品,所有的小孔边缘整齐,没有缺料情况。
在汽车喇叭之类的模具中,由于小孔密集,如果排气不畅就会出现左图那样的树脂流动不到位导致缺料,右图是采用了透气钢以后的产品,所有的小孔边缘整齐,没有缺料情况。
 透气钢设计、加工、维护指南
透气钢设计、加工、维护指南
透气钢特性:
加工时液体会渗入孔洞中,因此必须进行规范的清洗和干燥。
A. 设计冷却水道时应注意不能直接通入冷却水。
B.注塑产生的油污和颗粒物可能堵塞透气钢,需要反向通入压缩空气将表面的油污和颗粒物清理掉,配合使用”透气钢流量监测器”将大幅降低堵塞几率。
鉴于透气钢的特殊性,因此在设计、加工、安装和维护请参照以下指导:
一、设计 Design
透气钢在设计时应注意排气/反吹、冷却、顶出等几个关键点:
1、排气与反吹设计
"排气/反吹孔"在透气钢内部为同一孔道,加工"排气/反吹孔"作用是:
a 缩短气体穿透材料距离,减少气体通过阻力从而提高排气速度;
开模时压缩空气反向从"排气孔/反吹孔"穿透透气钢,使粘附在透气钢注塑表面的颗粒物和油污脱附。
建议加工孔径 4~8mm,孔顶部离模具表面 8~10mm,3~6 个孔/10cm2均匀分布,钻床加工即可。
如下图所示,有多个"排气孔/反吹孔",透气钢底部应开槽使其相互联通。
透气钢不需要排气的面尽量使用磨床或车床加工使微孔封闭,保证反吹时气体从需要排气的面排除,使反吹清理效果更为有效。
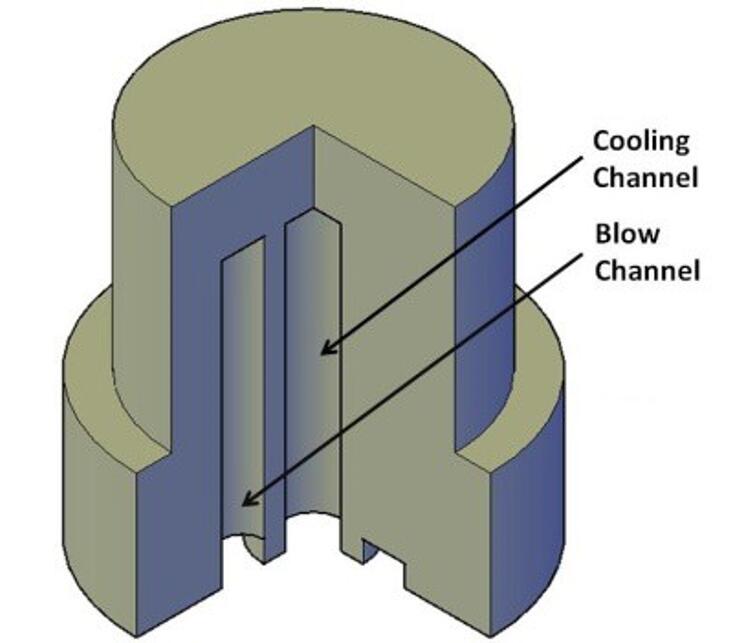
图1. 反吹孔设计示意图
2、冷却设计
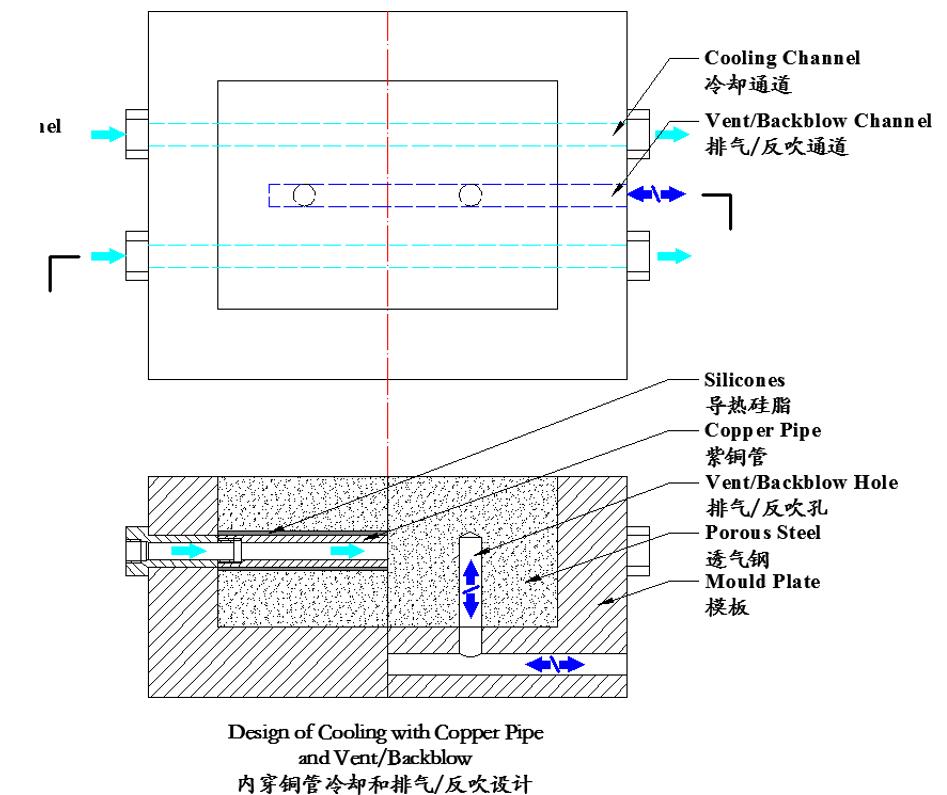
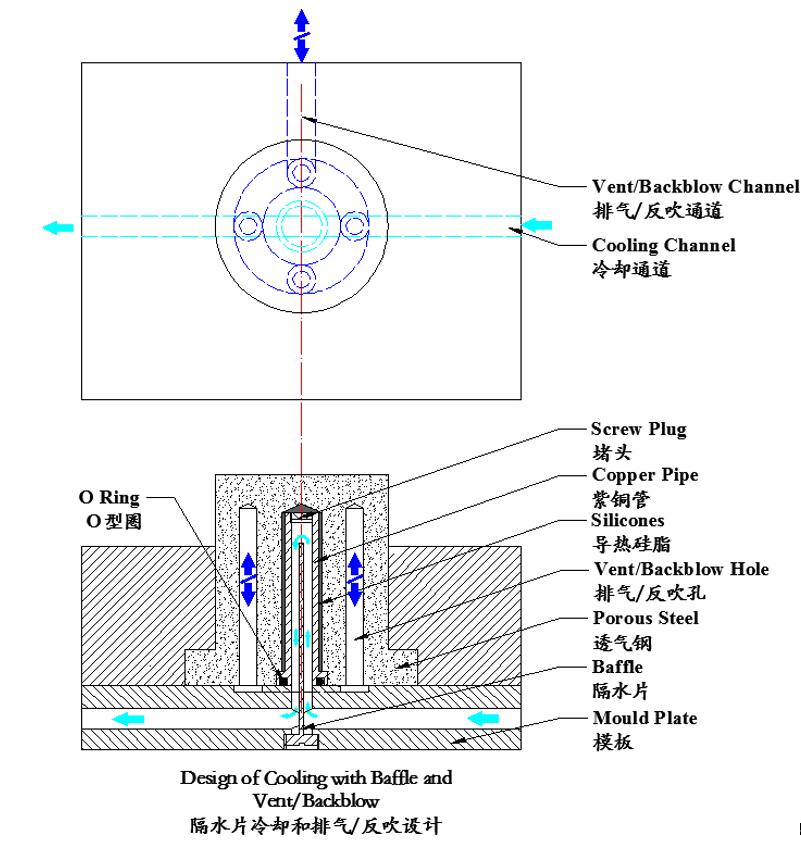
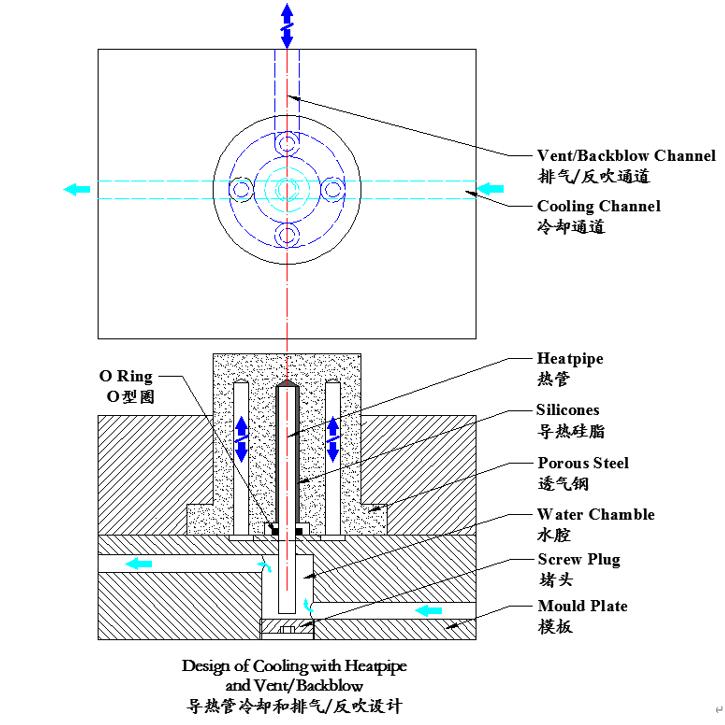
透气钢内部的微米孔洞三维相互连通,因此不能直接接触冷却水,推荐使用以下形式:
a、内穿铜管冷却—适用大型镶件
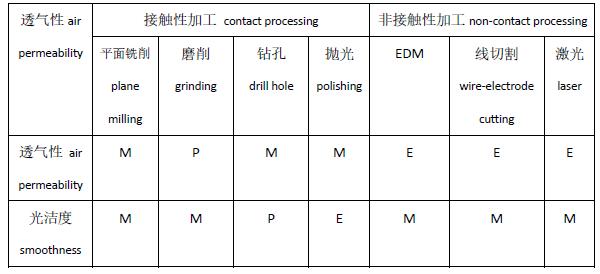
注:E 优异,M一般,P差 ,Note
2.2 加工说明
1) CNC精加工:
背吃刀量:0.1mm 深度:0.1mm
侧吃刀量:0.25mm step over:0.25mm
刀具:选用适用M系材质加工的圆弧铣刀或球头铣刀(有PVD涂层更佳)。
2) 线切割加工:WEDM:
中走丝加工后建议进行抛光处理, 避免粘模。
慢走丝切割后可直接使用,但慢走丝会出现细微跳丝现象,属于正常现象。
3) EDM加工:EDM processing:
EDM加工时电流会扩大表面孔洞,EDM加工后应进行抛光处理。
4) 激光刻蚀:
功率:9W
频率:30KHz
速度:800mm/sec
注:激光功率越大表面氧化越严重,应先大功率刻蚀、后小功率去氧化层
5) 抛光:Polishing:
不同方式的加工后均可进行抛光,除慢走丝和EDM加工后应从1000#纤维油石开始抛光外,其它应从800#纤维油石开始抛光。
精抛应先采用金相砂纸抛光,再采用羊毛毡涂抹小粒径抛光膏抛光。
注: 1.透气钢表面具有大量的微孔,因此无法达到致密钢的抛光亮度。
2.抛光前透气量决定抛光后透气性能,因此抛光后透气性最佳为EDM和线切割。
3. 表面光洁度越高,污染物附着能力越差,再生清洗和气体反吹作用更佳。
6) 加工后透气验证
所有加工后,在透气钢底部导入压缩空气后浸入酒精或水中观察能否冒泡,如能均匀冒泡则说明加工合理(特别是CNC加工,钝化的刀具易造成孔洞堵塞)。
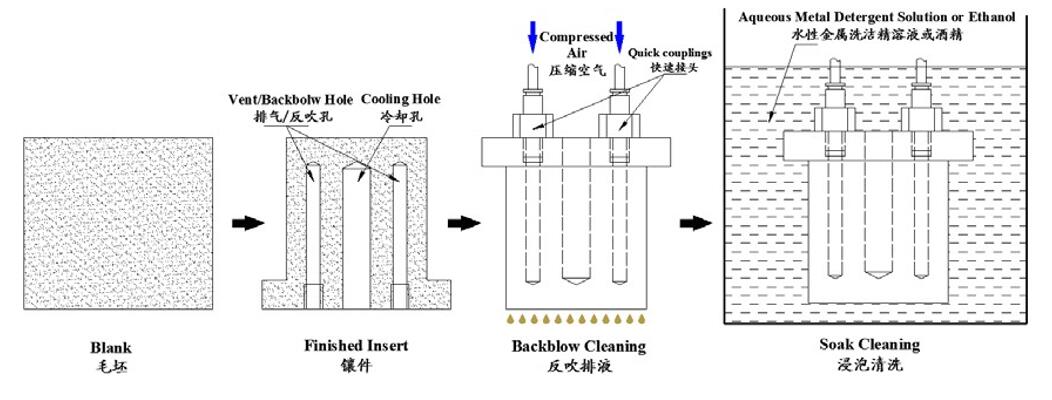
2.3 加工后清洗、烘干
透气钢在加工后内部会充满加工液和加工残留物(激光加工除外),必须进行清洗和烘干处理,具体步骤如下:
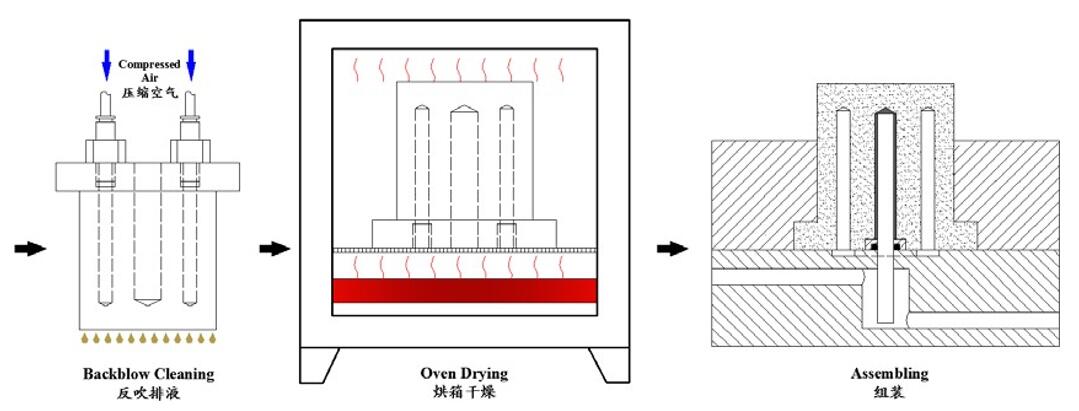
1) 排加工液:将透气钢放置在棉布上,用0.5Mpa以上的压缩空气向排气孔(反吹孔)通气,使内部液体和杂质排除,同时用棉布或纸吸走表面液体和杂质。
2) 浸泡清洗:建议使用超声波清洗,清洗时应加入水性金属清洁剂,同时加热至50~60℃,清洗时长1h(也可使用酒精或丙酮进行清洗,但应注意防火)。清洗完后取出放在棉布上,用0.5Mpa以上的压缩空气向排气孔(反吹孔)通气,将水分和泡沫排除。
3) 漂洗:将透气钢浸泡在50~60℃温水中5min,捞出后仍用0.5Mpa以上的压缩空反向排气孔(反吹孔)通气,此步骤重复2~3次。
4) 烘干:漂洗后的透气钢应及时干燥避免生锈(表面吸附金属残渣极易产生锈斑),最佳方法为置入烘箱内干燥处理,加热温度150~160℃,保温1~2h。如无烘干设备,应使用压缩空气反向通气,依靠气体长时间反吹干燥。
2.4 安装
安装注意事项:
1) 模具气道必须用气枪彻底吹净。
2) 装配时不应用硬物直接敲打,这样会闭塞微孔,应用硬木或紫铜等垫板敲入。
3) 装配后用丙酮或酒精涂在表面作为介质,向反吹孔通入压缩空气,检查透气效果,整个表面应都均匀、有力地冒气泡为正常。
三、维护和清洗
3.1 堵塞原因分析
在注塑过程中,树脂产生的油污和颗粒物可能导致透气钢表面堵塞,堵塞物主要有:
1) 树脂残留:塑料本身残留,增塑剂、抗静电剂、阻燃剂等
2) 颗粒物:包括各种矿物质颜料、炭黑等填料、空气中粉尘等
3) 油脂物:脱模剂、防锈剂、润滑剂等
解决堵塞的首要问题是:及时将液态油脂和颗粒物反吹脱离透气钢表面,避免高温固结在透气钢表面。
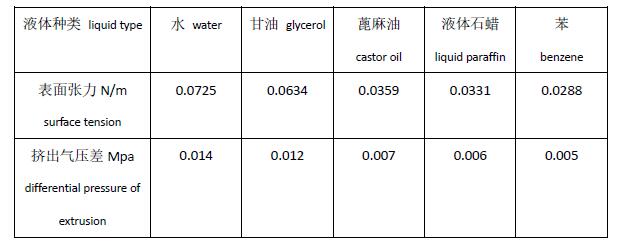
根据下表的参数,反吹气压值在0.7Mpa时可完全将堵塞物排除透气钢表面。
 3.2 维护和清洗
3.2 维护和清洗
1)使用透气钢流量监测器:
在使用“透气钢流量监测器”后,每次开模后进行高压反吹,使透气钢表面时刻保持在清洁状态,同时监测气体流量并报警,基本实现全寿命周期免拆卸维护。
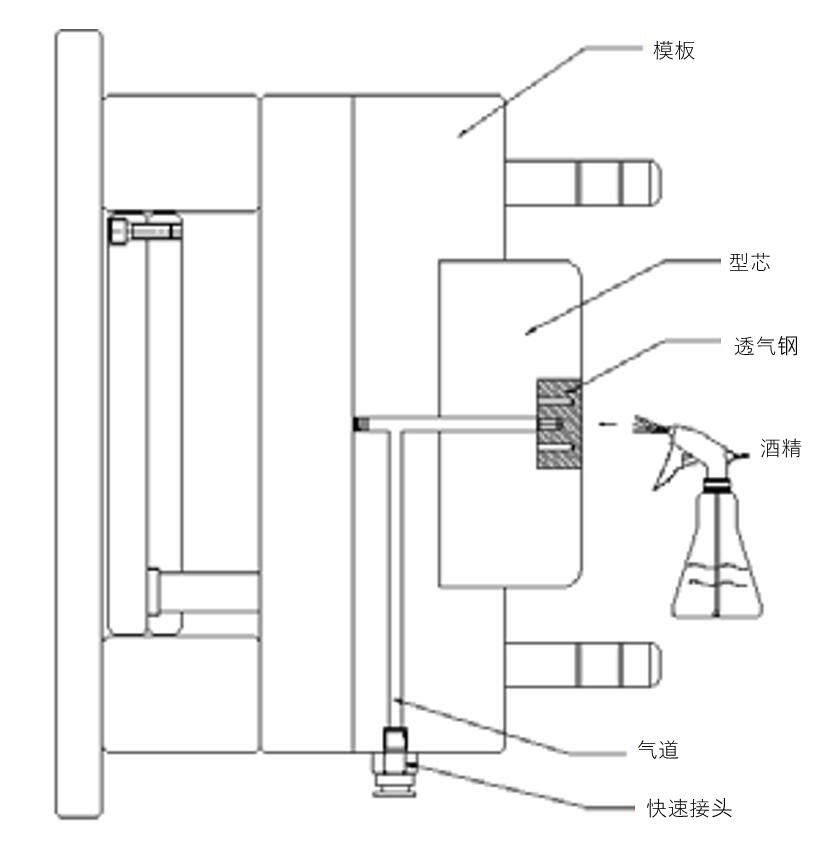
如轻度堵塞会触发监测器报警,报警后可参考图6所示,使用喷壶喷洒丙酮或酒精在透气钢表面,油污溶解后用棉布或脱脂棉擦拭干净,重复2~3次,再打开反吹气体用棉布或脱脂棉一边反吹一边擦拭即可。
警告:使用丙酮时应注意安全,避免丙酮浸入皮肤,特别注意保护口、鼻、眼、耳部位;同时注意通风和防火。
2)无透气钢流量监测器
需要对透气钢进行周期性清洗,大致将其分为二级:
一级清洗:如下图所示,使用喷壶喷射酒精或丙酮在透气钢表面,油污溶解后用棉布或脱脂棉擦拭干净,重复2~3次,再打开反吹气体用润湿酒精的棉布或脱脂棉一边反吹一边擦拭即可,根据使用工况每班或每周操作一次。
二级清洗:由于无法做到像透气钢流量监测器一样每次开模反吹,因此容易深度堵塞。当采用一级清洗无法恢复透气时,此时需要拆卸清洗。拆卸后浸泡在丙酮溶液中6~12h,取出后用压缩空气反吹,重复2~3次,经观察能出气后做烘干处理。